Fluorescent Brightener 220 BBU, also known as Optical Brightener, is an effective and versatile whitening agent widely used in the paper and textile industries. Its primary function is to enhance the whiteness and brightness of materials by absorbing ultraviolet light and re-emitting it as visible blue light, resulting in a visually brighter and whiter appearance.
Fluorescent Brightener 220 BBU Introduction
Fluorescent Brightener 220 BBU, also known as Optical Brightener, is an effective and versatile whitening agent widely used in the paper and textile industries. Its primary function is to enhance the whiteness and brightness of materials by absorbing ultraviolet light and re-emitting it as visible blue light, resulting in a visually brighter and whiter appearance.
Physical and Chemical Properties:
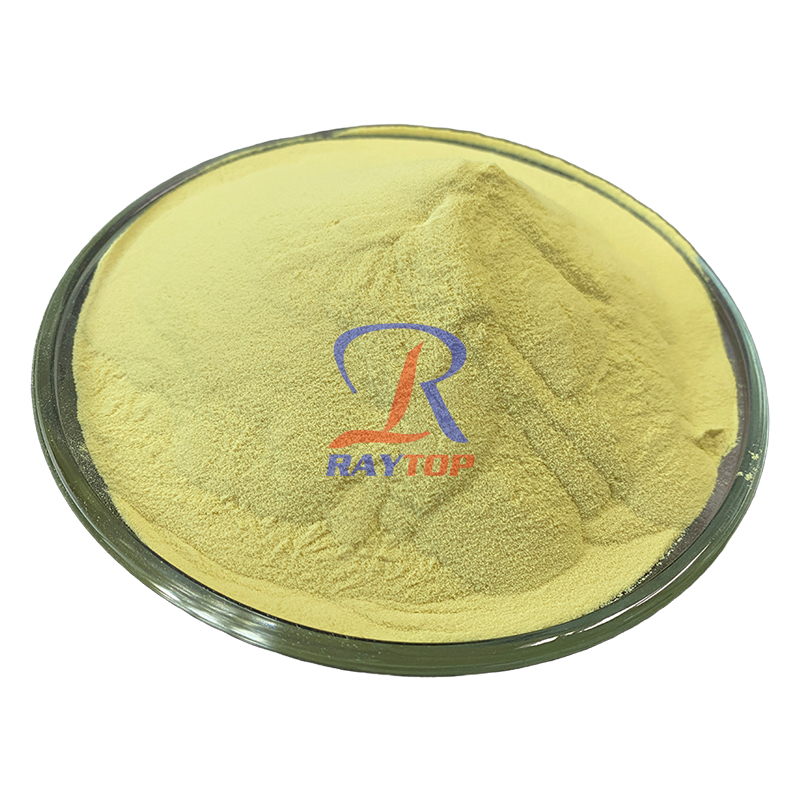
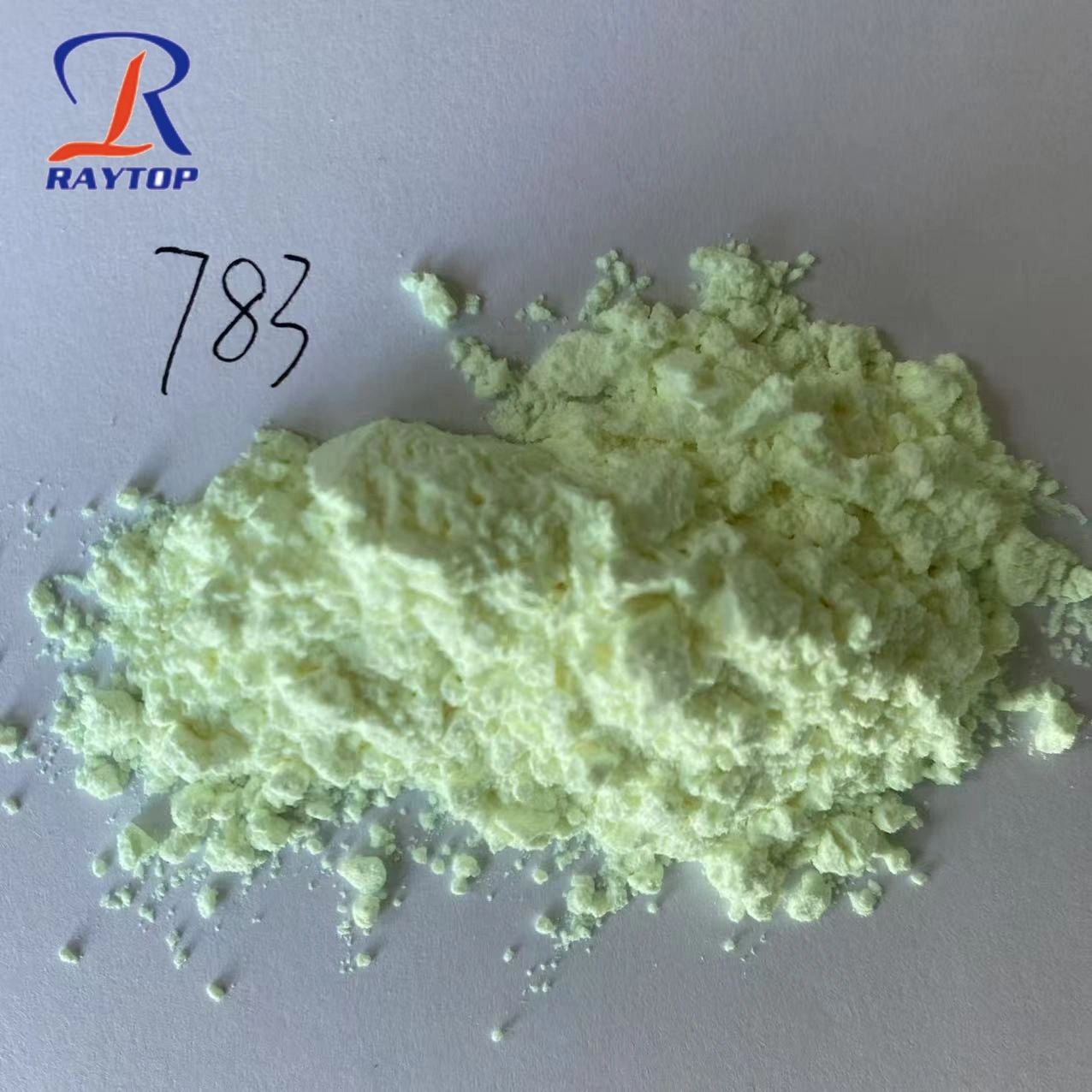
Appearance: Light yellow powder or Brown Liquid
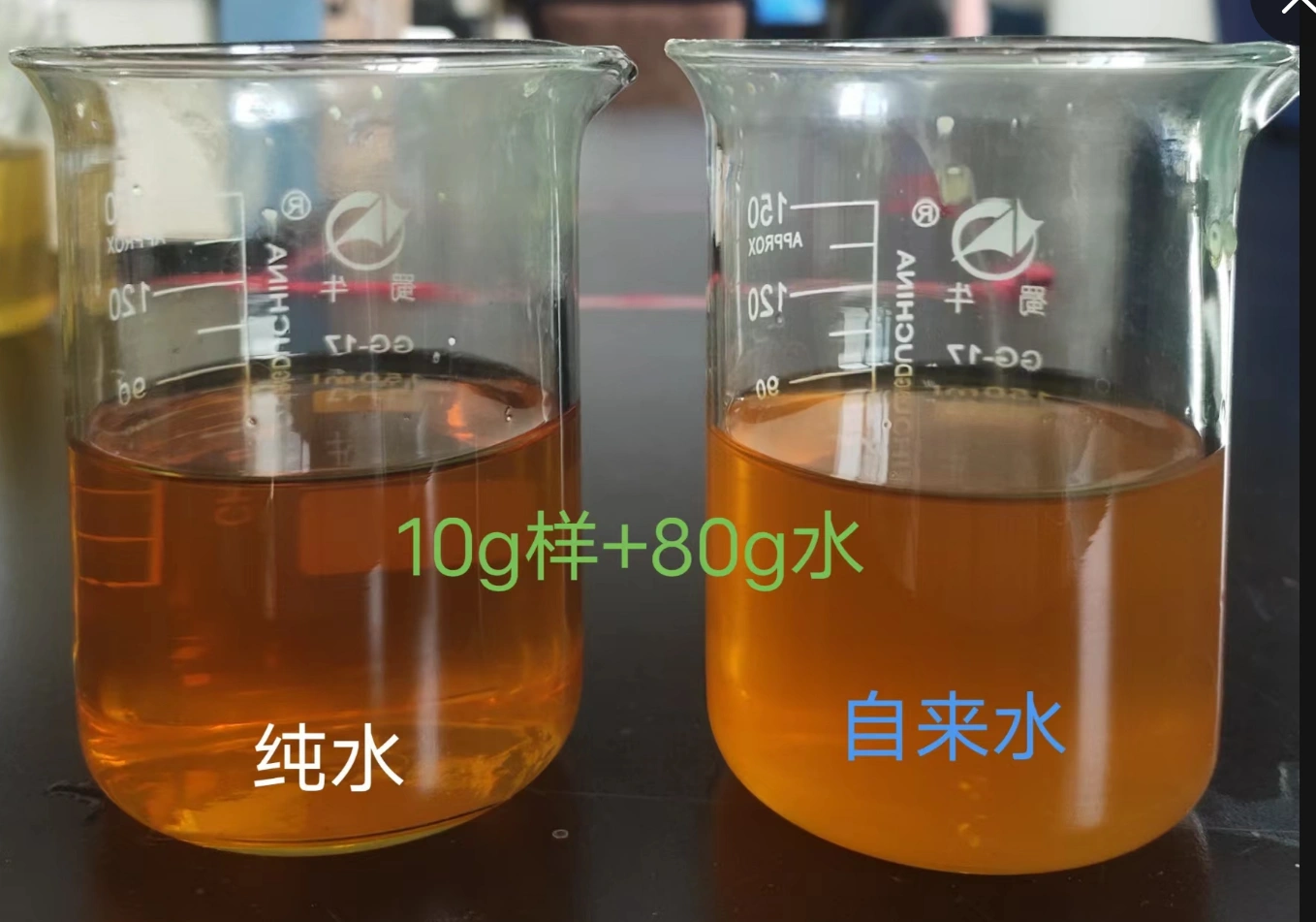
Solubility: Easily soluble in water
pH (1% solution): 7.0 – 9.0
Moisture Content: ≤ 5%
Whiteness Index: 220 BBU (Basic Blue Unit)
Light Fastness: Excellent lightfastness and resistance to heat
Stability: Stable in acidic and neutral conditions


Fluorescent Brightener 220 Applications:
Fluorescent Brightener 220 BBU is primarily used in the paper and textile industries, especially in cotton processing and papermaking. Its ability to improve brightness without affecting other properties of the material makes it an ideal choice for enhancing appearance.
Papermaking Industry:
Improves the whiteness and brightness of paper, including writing paper, cardboard, and printing paper.
Effectively reduces yellowish tones, making paper more vibrant and appealing.
Highly compatible with different types of fillers and coatings used in the papermaking process.
Textile Industry (Cotton):
Enhances the brightness of cotton fabrics, particularly in white and light-colored textiles.
Improves the overall aesthetic appearance by creating a whiter, crisper finish.
Provides durable brightness with good wash fastness.

Fluorescent Brightener 220 Usage Methods:
In Papermaking:
Dosage: 0.05% to 0.3% (based on dry weight of pulp)
Application: Fluorescent Brightener 220 BBU can be added directly to the pulp, wet end, or surface coating during the papermaking process. It should be evenly dispersed to ensure uniform brightness throughout the paper.
Optimal Conditions: The brightener performs best in neutral or slightly alkaline environments (pH 7-9), and higher temperatures during drying help achieve a stronger whitening effect.
In Cotton Processing:
Dosage: 0.1% to 0.4% (based on fabric weight)
Application: Dissolve the brightener in water and apply it through padding or exhaustion methods. In padding, the fabric is passed through the brightener solution, while in exhaustion, the fabric is immersed in the solution and allowed to absorb the brightener.
Optimal Conditions: Use in the final finishing stage for the best results. High temperature and neutral pH conditions will ensure the brightener bonds well with the cotton fibers for maximum brightness.

Fluorescent Brightener 220 Advantages:
Provides superior brightness and whiteness to paper and cotton products.
Easy to dissolve and apply in both papermaking and textile processes.
Excellent stability and performance across a wide range of processing conditions.
Improves product aesthetics, enhancing marketability and consumer appeal.
Fluorescent Brightener 220 BBU is a reliable solution for achieving enhanced whiteness in both paper and cotton products. Its high efficiency, combined with ease of use, makes it the preferred brightener in the industry.
The main difference between Fluorescent Brightener BBU in powder and liquid form lies in their physical state, application methods, and respective advantages. Below is a detailed comparison of both:
What’s the difference of
The difference of Fluorescent Brightener BBU Powder & Liquid:
1.Fluorescent Brightener BBU Powder
Characteristics:
Appearance: Light yellow powder
Solubility: BBU in powder form usually needs to be dissolved in water or solvent before use.
Storage: The powder has good stability, a longer shelf life, and is easier to store and transport.
Concentration: The powder form typically has a higher concentration and needs to be diluted based on requirements.
Advantages:
Easy transportation: Powder is lighter and more compact, reducing transportation costs.
Good stability: Powder form is less prone to decomposition or degradation, especially under long-term storage or high-temperature conditions.
Flexible usage: You can adjust the concentration as needed, making it suitable for different production processes and requirements.
2. Fluorescent Brightener BBU Liquid:
Characteristics:
Appearance: Liquid, usually light yellow or brown.
Convenience: Liquid brightener can be directly added to the production process without the need for pre-dissolution, making it more convenient.
Uniformity: Liquid brightener disperses evenly in water or other media, ensuring consistent whitening results.
Advantages:
Easy to operate: Liquid form can be used directly, eliminating the preparation step and improving production efficiency.
Even dispersion: In the production process, the liquid brightener distributes more evenly in the substrate, avoiding uneven whitening.
Suitable for automated production: Liquid brightener is more suited for use in automated production lines, allowing precise control over the dosage.
Summary:
The powder form is better suited for situations sensitive to storage and transportation costs, and it is ideal for long-term storage and flexible applications.
The liquid form is more appropriate for processes requiring quick and efficient application, particularly in automated production lines, due to its ease of use and even dispersion.
The choice between powder and liquid Fluorescent Brightener BBU depends on specific production needs, process requirements, and application scenarios.




No article.